
OEE berekenen: formule, voorbeeld en verbetertips
OEE (Overall Equipment Effectiveness) is de standaard KPI om de productiviteit van machines en productieprocessen te meten. OEE combineert drie factoren — beschikbaarheid, prestatie en kwaliteit — in een score die laat zien hoeveel van de theoretische productiecapaciteit daadwerkelijk wordt benut. Een OEE van 100% betekent dat een machine continu draait op maximale snelheid met uitsluitend foutloze producten. In de praktijk geldt een OEE van 85% als world-class. OEE is ook de centrale KPI binnen Total Productive Maintenance (TPM).
In dit artikel leggen we uit hoe je OEE berekent, werken we een praktisch rekenvoorbeeld uit en bespreken we hoe je de zes grote verliezen aanpakt om je OEE structureel te verhogen.
De OEE-formule: drie factoren
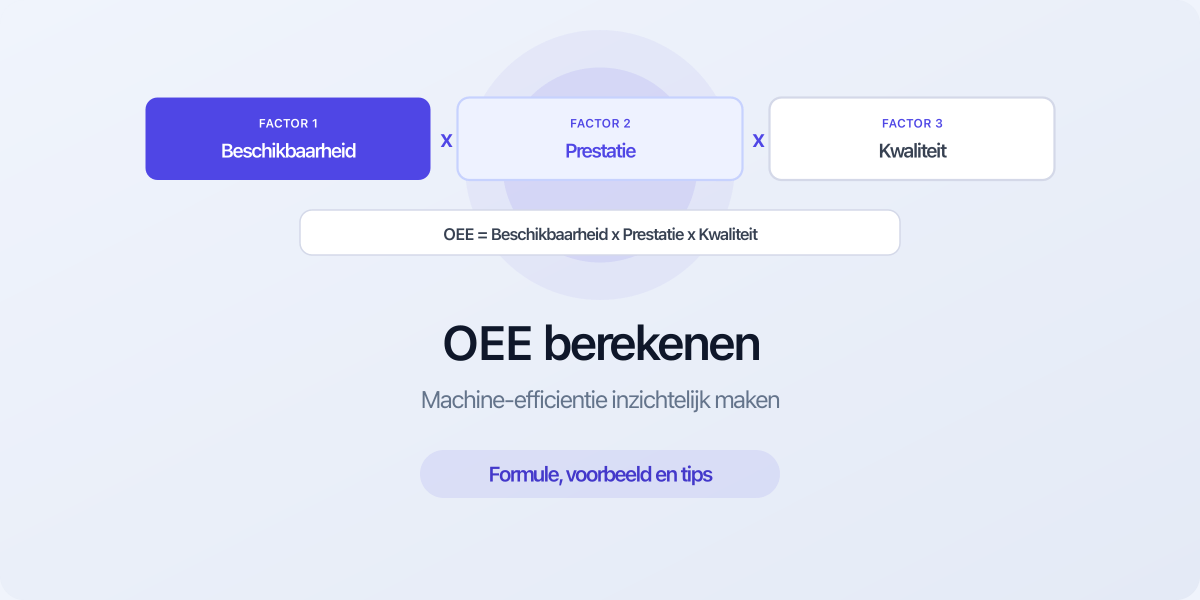
De formule voor OEE is eenvoudig:
OEE = Beschikbaarheid x Prestatie x Kwaliteit
Elke factor wordt uitgedrukt als percentage:
- Beschikbaarheid = draaitijd / geplande productietijd. Het aandeel van de geplande tijd dat de machine werkelijk draait, zonder stilstand door storingen, omstellen of opstart.
- Prestatie = werkelijke output / maximale output. De verhouding tussen de werkelijke productiesnelheid en de theoretisch maximale snelheid. Snelheidsverlies en korte stops verlagen de prestatie.
- Kwaliteit = goedgekeurde producten / totale productie. Het percentage foutloze producten. Afkeur, herbewerking en opstartafval verlagen de kwaliteit.
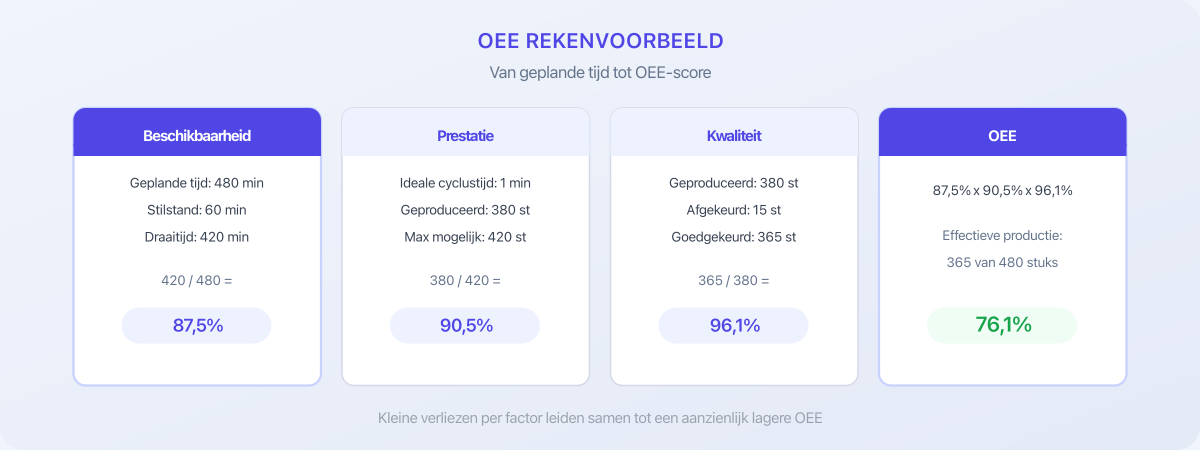
OEE rekenvoorbeeld
Stel: een machine heeft een geplande productietijd van 480 minuten (8 uur). Tijdens de shift treedt 60 minuten stilstand op door een storing en omstelling. De machine draait daadwerkelijk 420 minuten.
Beschikbaarheid = 420 / 480 = 87,5%
In die 420 minuten produceert de machine 380 stuks. De ideale cyclustijd is 1 minuut per stuk, dus maximaal 420 stuks waren mogelijk.
Prestatie = 380 / 420 = 90,5%
Van de 380 geproduceerde stuks worden er 15 afgekeurd. Er blijven 365 goedgekeurde producten over.
Kwaliteit = 365 / 380 = 96,1%
OEE = 87,5% x 90,5% x 96,1% = 76,1%
Dit voorbeeld laat zien hoe relatief kleine verliezen per factor samen leiden tot een aanzienlijk lagere OEE. Van de theoretische 480 stuks zijn er slechts 365 goed geproduceerd — een effectiviteit van 76,1%.
De zes grote verliezen
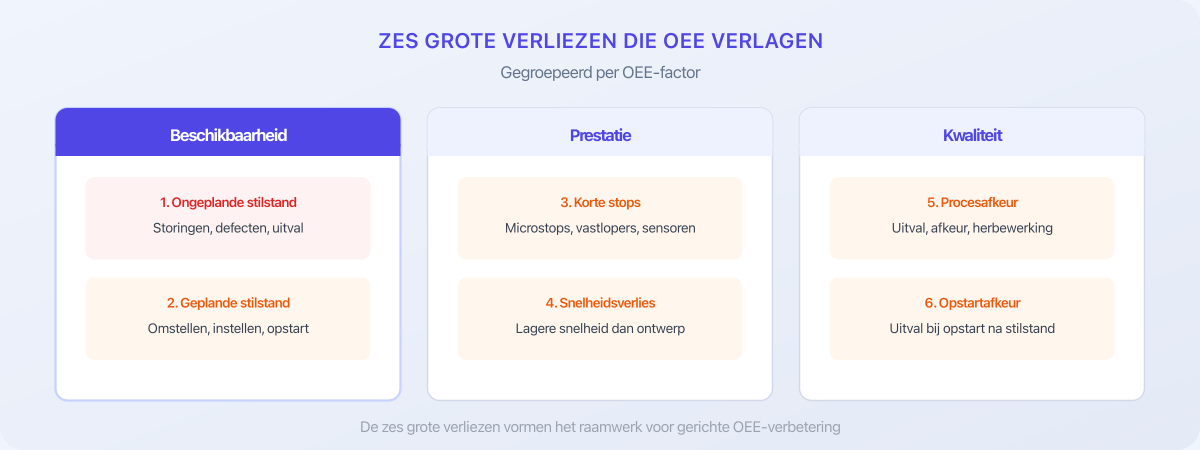
OEE-verlies wordt veroorzaakt door zes categorieen, gegroepeerd per factor:
Beschikbaarheidsverliezen:
- 1. Ongeplande stilstand: storingen, defecten en onverwachte uitval. Dit is doorgaans de grootste verliespost en het directe werkgebied van onderhoud.
- 2. Geplande stilstand: omstellen, instellen, opstart en afstelling. Verkorting hiervan valt onder SMED-methodiek (Single-Minute Exchange of Die).
Prestatieverliezen:
- 3. Korte stops: microstops, vastlopers en sensorfouten. Individueel klein, maar cumulatief significant.
- 4. Snelheidsverlies: de machine draait langzamer dan de ontwerpsnelheid, door slijtage, suboptimale instellingen of materiaalvariaties.
Kwaliteitsverliezen:
- 5. Procesafkeur: uitval en herbewerking tijdens de reguliere productie.
- 6. Opstartafkeur: uitval die ontstaat bij het opstarten na een stilstand, totdat het proces is gestabiliseerd.
OEE verhogen: praktische aanpak
Het verhogen van je OEE begint met inzicht in welke van de zes verliezen het grootst zijn. De aanpak verschilt per verliestype:
Beschikbaarheid verhogen. Ongeplande stilstand is vaak de grootste verliespost. Een onderbouwde onderhoudsstrategie — gebaseerd op risicoanalyse via FMECA — helpt om de juiste mix van preventief en correctief onderhoud te bepalen. Het doel: ingrijpen voor de storing optreedt, zonder over-onderhoud.
Prestatie verhogen. Analyseer korte stops en snelheidsverlies. Betrek operators bij het identificeren van patronen — zij hebben direct zicht op microstops en snelheidsaanpassingen die niet altijd in het systeem worden geregistreerd.
Kwaliteit verhogen. Procesafkeur en opstartafkeur wijzen vaak op variaties in het productieproces. Standaardisatie van opstart- en omstelprocedures en structurele aandacht voor procesbeheersing verlagen deze verliezen.
OEE en FMECA: van signalering naar oorzaak
OEE signaleert waar prestaties achterblijven. FMECA verklaart waarom. Wanneer een machine een lage beschikbaarheid toont, helpt een FMECA om de specifieke faaloorzaken te identificeren die de stilstand veroorzaken.
Door FMECA toe te passen op installaties met een lage OEE, richt je je onderhoud- en verbetermaatregelen op de meest kritieke punten. De FMECA levert per faaloorzaak een onderbouwde onderhoudsstrategie: tijdsafhankelijk, gebruiksafhankelijk of run-to-failure. De kengetallen MTBF en MTTR vormen hierbij de essentiele input.
OEE-verbetering onderbouwen met Previx
Previx helpt om de link te leggen tussen OEE-verlies en de onderliggende faaloorzaken. Via FMECA analyseer je per installatie welke faalvormen de grootste impact hebben op beschikbaarheid, prestatie en kwaliteit.
Een hogere OEE bereik je door gericht de juiste storingen te voorkomen. Met Previx voer je een FMECA uit in een fractie van de tijd — dankzij een intuïtieve interface en AI-ondersteuning. Ontdek Previx →
Conclusie
OEE berekenen is de eerste stap naar inzicht in de werkelijke productiviteit van je machines. Door de drie factoren — beschikbaarheid, prestatie en kwaliteit — apart te meten en de zes grote verliezen te analyseren, weet je precies waar de verbeterpotentie zit.
De volgende stap is het vertalen van dat inzicht naar concrete maatregelen. FMECA helpt daarbij door de oorzaken van stilstand en uitval systematisch in kaart te brengen. Wil je meer weten over de kengetallen die hierbij horen? Lees dan ons artikel over MTBF, MTTF en MTTR of bekijk hoe predictive maintenance bijdraagt aan hogere beschikbaarheid.